For five generations, Stephenson Group has built a reputation for the consistent high quality of its products. Never one to follow the status quo; we have always innovated, led from passion and stayed true to our beliefs. Deep family values and a commitment to putting customer needs first, are what’s helped us stay successful all these years.

Stephenson Group is now one of the world’s leading suppliers of speciality ingredients. Supported by years of technical expertise, we combine innovation with a flexible approach to deliver tailor made, cost effective, solutions for various specific applications. Contact us for further information on our product range & capability.
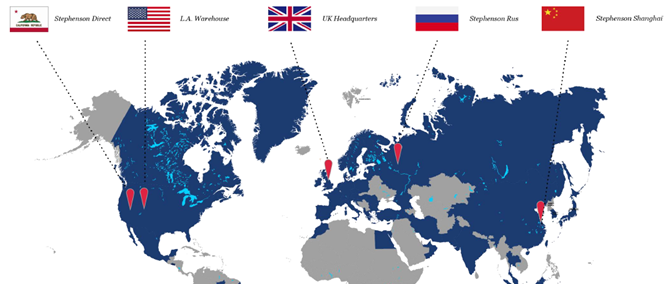
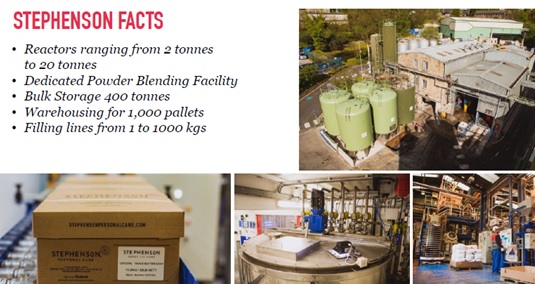
With a state of the art facility in Horsforth, Leeds, UK Stephenson Group can meet global customer demand. The production capabilities have been strengthened over the past few years to enable Stephenson Group to grow and develop alongside some of the World’s largest Brands and Retailers. With a manufacturing facility in the UK, Stephenson Group also benefits from warehousing in North & West America, Europe and China assisting prompt delivery to customers in more than 50 countries.
With two advanced laboratories Stephenson Group offers customers a full support program, with a research and development lab focusing on new technology, industrial chemical processes and innovation within the Personal Care industry.
Stephenson Group’s commitment to supplying the highest quality products to their customers is demonstrated by the continued registration to the Quality Management System ISO9001, a certification that was first achieved in 1991. Stephenson Group is also certified to the Soil Association, EcoCert and NOP registrations standards. Regular audits against these certificates ensure the products provided meet the very highest quality standards.
Stephenson Group is very aware of their responsibility to the environment and in 1997 Stephenson Group was awarded the certification for Environmental Management System IS0 14001, a standard still held today.
Stephenson Group has also been awarded the Queens Award twice for Enterprise & Export.
Stephenson Group has established itself as one of the world’s leading speciality soap base manufacturers and continues to meet the demands of high profile customers worldwide.
Stephenson Group have patents granted for Sustain Carbonation control ingredients for US and Canada. We install the first fully automated batch reactor on site at Brookfoot House, Leeds. Stephenson Group launch a newly designed website, a US ecommerce site, alongside new standalone websites for Alkon Solutions, Textile Chemicals, Personal Care and Innovation.
Employing 85 people and being led by our family of shareholders for five generations. It is the people that create the dedication, innovation and quality supply. With 20% of the staff qualified chemists or Engineers, our focus is on creative solutions to technical problems.
Stephenson Group has pioneered the patented formulation to increase CO2 solubility and extend shelf life of carbonated drinks. The product, named Sustain®, is used as a processing aid in the manufacturing process of carbonated beverages.
Sustain®is a unique non-silicone derived CO2 solubiliser manufactured by Stephenson Group that keeps the fizz in carbonated drinks for longer by increasing the solubility of CO2. The revolutionary new product offers manufacturers and brands the ability to retain carbonation and extend product shelf life – giving consumers carbonated drinks with consistent fizz and flavour.
Sustain® was developed by the Stephenson Group’s Technical Innovations Chemists, in direct response to a problem that has plagued the carbonated drinks market for years: CO2 loss.

Sustain® was developed by the Stephenson Group’s Technical Innovations Chemists, in direct response to a problem that has plagued the carbonated drinks market for years: CO2 loss.
Customer Groups: